Producent uchwytów meblowych
Do grona naszych klientów dołączyła firma, która jest wiodącym producentem uchwytów meblowych. W jej ofercie znajdują się tysiące wzorów uchwytów meblowych, które są produkowane we własnej odlewni ciśnieniowej. Z racji szerokiej oferty produktowej, uchwyty powstają z różnych metali i stopów, wśród których największą część stanowią aluminium, stop znal, stal (dlaczego zwracamy uwagę na ten element, wyjaśniamy w dalszej części tego wpisu). Lakiernia pracuje na trzy zmiany, praktycznie przez 7 dni w tygodniu. Podczas każdej zmiany obrabiane chemicznie i lakierowane są tysiące różnych elementów z różnych materiałów.


Ze względu na specyfikę produkcji, firma ma wysokie wymagania jakościowe. W końcu uchwyty meblowe są kupowane przez klientów „oczami”, co wymusza na produkcji perfekcyjną jakość powłoki lakierniczej bez najmniejszego defektu oraz dużą wytrzymałość powłoki. To podnosi poprzeczkę dla całego procesu malowania, a tym samym na determinujące ją przygotowanie chemiczne. Innymi słowy odtłuszczenie i przygotowanie powierzchni musi być perfekcyjne, aby uzupełnić się później z jakościowym malowaniem proszkowym.
Jak wyglądał proces przed wdrożeniem chemii Kairos
Przygotowanie powierzchni na linii lakierniczej odbywa się w trzech strefach.
- Strefa 1 – w pierwszym zbiorniku znajduje się roztwór myjący, oparty na fosforanie oraz dodatkach poprawiających odtłuszczenie. Temperatura pracy chemii to ponad 45°C;
- Strefa 2 – płukanie wodą technologiczną;
- Strefa 3 – płukanie wodą DEMI.
Wyzwania Kairos
Z racji wielkości produkcji nasza firma stanęła przed szeregiem wyzwań, z którymi musieliśmy się zmierzyć:
- Masowa produkcja i tysiące produktów obrabiane podczas zmiany nie zostawiały miejsca na błąd podczas wdrożenia;
- Miks materiałów – aluminium, znal, stal… Przy tak szerokiej liczbie materiałów konieczne jest takie dobranie parametrów pracy środka chemicznego, aby zapewnić odpowiednie trawienie tlenków na aluminium i znal, a jednocześnie uniknąć nałożenia zbyt grubej powłoki konwersyjnej na elementach stalowych;
- Jakość finalnego elementu:
- Ochrona korozyjna – Wymogi jakościowe zakładają uzyskanie 360 godzin w neutralnej komorze solnej wg ASTM B117-03
- Aspekty wizualne – Brak jakichkolwiek wad lakierniczych, które mogłyby być wiązane z przygotowaniem powierzchni.
Propozycja Kairos
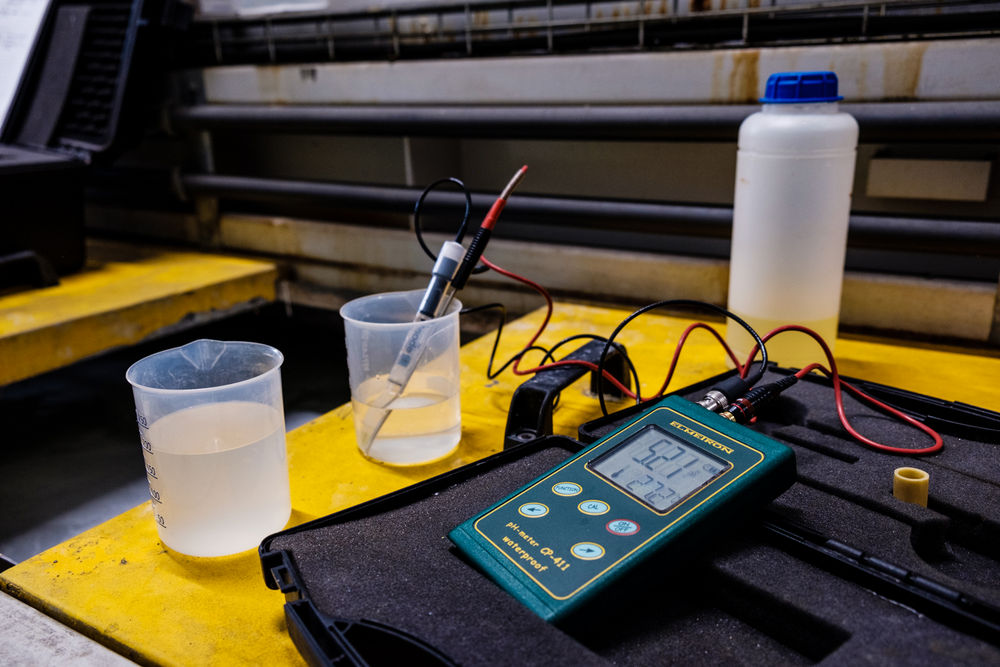
W ramach prac przygotowawczych nasze laboratorium zdefiniowało parametry pracy kąpieli chemicznej. Już wstępna ocena elementów po umyciu wypadła bardzo pomyślnie. Udało się uzyskać bardzo wysoki stopień odtłuszczenia mierzony napięciem powierzchniowym na poziomie ok. 44 mN/m. Tak przygotowane elementy trafiły do Klienta, gdzie zostały pomalowane na docelowej linii lakierniczej, po czym wróciły do nas na testy w komorze solnej.
Testy w komorze solnej
Umieszczone w komorze solnej uchwyty meblowe, po 360 godzinach nie wykazały utraty adhezji i korozji, dlatego zdecydowano o kontynuowaniu testów do przełamania. Mimo że finalnie testy zostały przerwane po osiągnięciu 1000 godzin w komorze solnej, elementy w dalszym ciągu nie wykazywały utraty adhezji i korozji. Dalsze testy uznano z bezcelowe, gdyż uzyskano 3-krotnie WYŻSZĄ OCHRONĘ KOROZYJNĄ NIŻ W WYMAGANIACH ZDEFINIOWANYCH PRZEZ KLIENTA.
Propozycja parametrów pracy
Po testach laboratorium do pracy w lakierni wybrano Produkt Kairo-SURF PF AR o stężeniu 0,65% i temperaturze pracy 25°C.


Jak przebiegło wdrożenie?
Układ został wymyty środkami chemicznymi w celu usunięcia dużych ilości osadów z fosforanów i kamienia z twardej wody technologicznej. Po wypłukaniu, strefa 1 została ponownie napełniona świeżą wodą. Po podgrzaniu jej do 25°C dodano koncentrat, aż do uzyskania stężenia ok. 0,6%. Następnie rozpoczęto normalną produkcję. W ciągu około godziny, chemia była gotowa do pracy. Pierwsze elementy, które zostały poddane ocenie wywołały pewną konsternację u klienta. Ze względu na podtrawienie tlenków z powierzchni aluminium oraz znalu, detale dawały w dotyku efekt „klejenia” się do palców. Stosowane poprzednio produkty oparte na fosforanie nie były w stanie podtrawić powierzchni w takim stopniu jak środki Kairos i z tego powodu nie obserwowano podobnego efektu. W połączeniu z powłoką konwersyjną na powierzchni daje to bardzo wysoką przyczepność farby proszkowej, co znalazło potwierdzenie w wynikach z komory solnej. Lakiernicy zaobserwowali, że tworzy się słabsza klatka Faradaya i łatwiej jest domalować miejsca o bardziej skomplikowanych kształtach. Podobne obserwacje widzimy na innych liniach pracujących na naszych środkach chemicznych.
Podsumowanie
Już na drugi dzień po wdrożeniu, pracownicy linii produkcyjnej odczuli poprawę komfortu pracy związaną z obniżeniem temperatury w pomieszczeniu lakierni, co było efektem spadku temperatury kąpieli wodnej z 45 do 25°C. Dział administracji ulgę w rachunku za gaz odczuje w przy okazji najbliższego rozliczenia. Równie ważne są wielokrotnie podkreślane przez nas parametry bezpieczeństwa chemii w porównaniu do środków używanych w fosforanowaniu. Mycie elementów odbywa się z wykorzystaniem tylko jednego środka, o niewielkim zużyciu. Uzyskaliśmy 3 razy większą ochronę antykorozyjną lakierowanych elementów. Dodatkowym, pozytywnym i nieplanowanym efektem, jest słabsza klatka Faradaya, która ułatwia lakierowanie bardziej skomplikowanych elementów.